Rõ ràng, máy tiện CNC là loại máy tiện phổ biến nhất trên thị trường và chúng ta hãy nghiên cứu thêm về nó. CNC có nghĩa là Điều khiển số bằng máy tính, được sử dụng rộng rãi như một máy tiện trong xã hội hiện đại vì khả năng hoạt động nhanh và chính xác.
Máy công cụ được điều khiển bởi các chương trình máy tính. Sau khi chương trình được tải vào máy tính, nó bắt đầu hoạt động ở tốc độ cao và độ chính xác cao. Thậm chí còn tồn tại một máy được lập trình sẵn, trong đó khi mã cho các tác vụ khác nhau được đặt, máy có thể bắt đầu hoạt động mà không cần phải thay đổi lại mã. Sau khi thiết lập ban đầu, một công nhân bán lành nghề có thể dễ dàng chạy nó. Những loại máy tiện này, như máy tiện capct và tháp pháo, cũng được sử dụng để sản xuất hàng loạt, nhưng không có hệ thống cấp liệu được lập trình. Những máy tiện này tạo ra các bộ phận có dung sai kích thước cực kỳ chặt chẽ.
Máy tiện CNC bao gồm những hoạt động nào?
Máy tiện CNC là một máy công cụ đa năng, bạn có thể thực hiện hầu hết mọi thao tác nhưng nói chung, Chủ yếu, chúng tôi sử dụng máy tiện CNC để định tâm, đối mặt, tiện, vát cạnh, tạo khía, cắt ren, khoan, doa, doa, kéo sợi, khai thác và chia tay tắt.
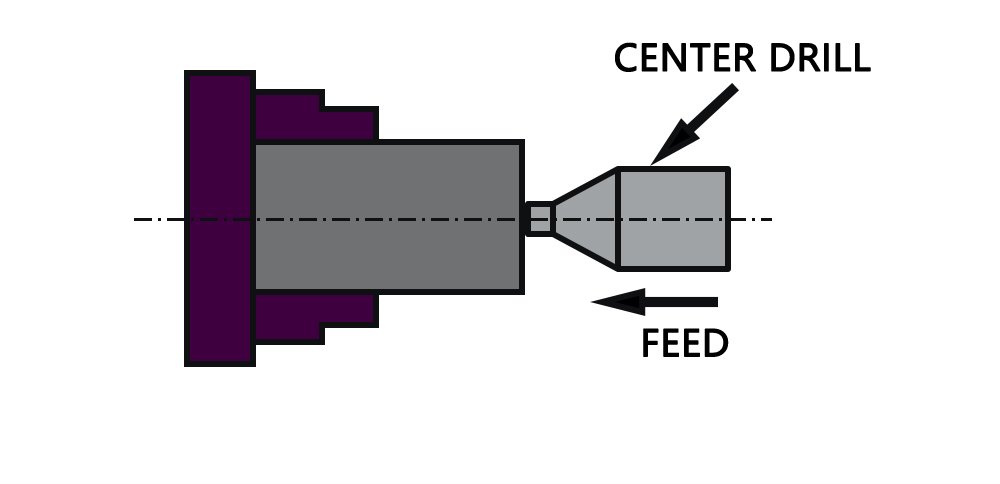
Hoạt động định tâm trên máy tiện:
Khi phôi phải được giữ giữa hai tâm, chúng tôi sử dụng thao tác này để tạo ra một lỗ hình nón trên mặt phôi nhằm mục đích hỗ trợ ổ trục cho tâm máy tiện. (Có 2 loại cổ phiếu: cổ phiếu đầu và cổ phiếu đuôi.)
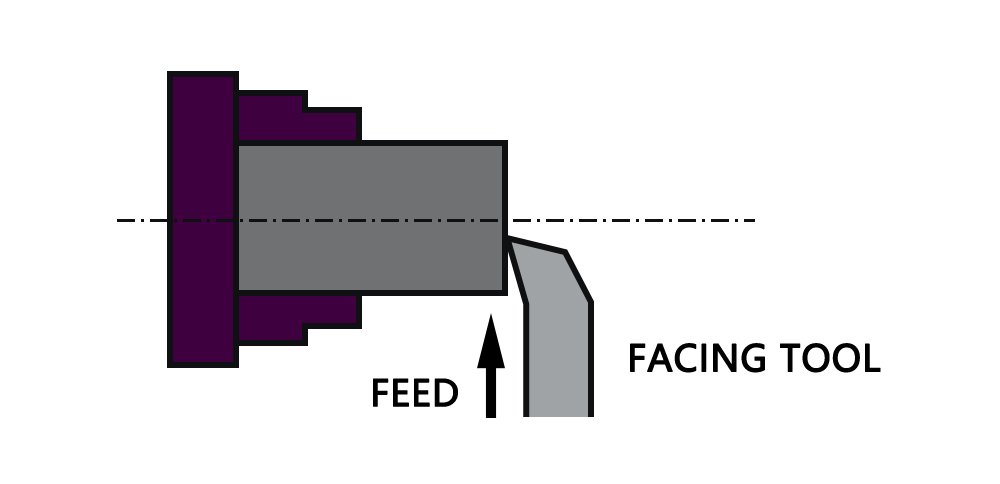
Hoạt động trong máy tiện:
Mục đích của thao tác gia công bề mặt là làm cho các đầu công việc tạo ra bề mặt phẳng nhẵn dọc theo trục vận hành hoặc trong một khoảng thời gian cụ thể.
Trong hoạt động này,
Sử dụng mâm cặp ba hoặc bốn hàm để giữ phôi trên trục chính.
Xoay vòng công việc bằng cách khởi động máy ở tốc độ RPM mong muốn.
Cung cấp nguồn cấp dữ liệu mong muốn theo hướng vuông góc với trục của công việc.
Tiện thô:
Đây là phương pháp loại bỏ vật liệu thừa khỏi phôi trong một khoảng thời gian ngắn bằng cách sử dụng tốc độ tiến dao cao và độ sâu cắt sâu. Độ sâu cắt là 2 đến 5 mm và tốc độ tiến dao là 0,3 đến 1,5 mm mỗi vòng quay.
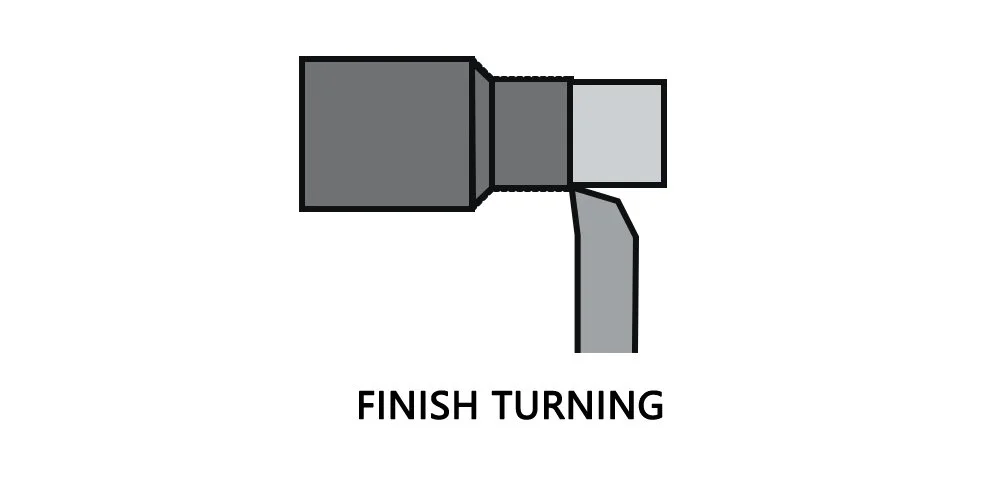
Tiện mặt ngoài:
Để đạt được bề mặt nhẵn, thao tác tiện hoàn thiện đòi hỏi tốc độ cắt cao, tốc độ tiến dao thấp và độ sâu cắt rất nông. Tiện hoàn thiện có độ sâu cắt từ 0,5 đến 1mm và tốc độ tiến dao là 0,1 đến 0,3 mm trên mỗi vòng quay.
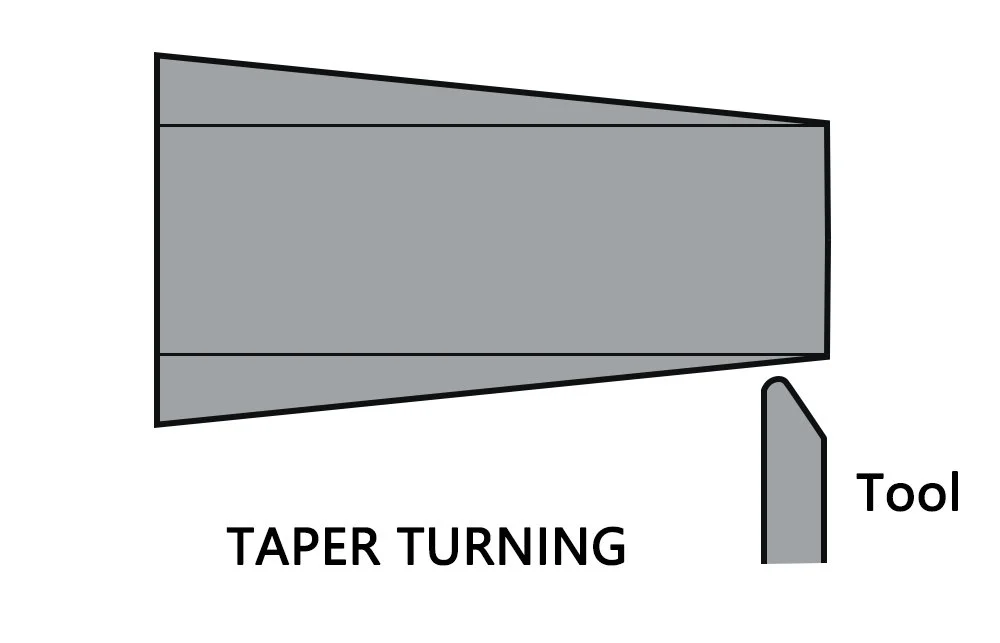
Tiện côn:
Có thể sử dụng bất kỳ phương pháp nào sau đây để tạo dạng thuôn nhọn.
Sử dụng công cụ tạo hình để xoay côn
Phần còn lại của hợp chất có thể được xoay.
Quá trình thiết lập lại ụ sau
Với sự trợ giúp của phụ tùng tiện côn
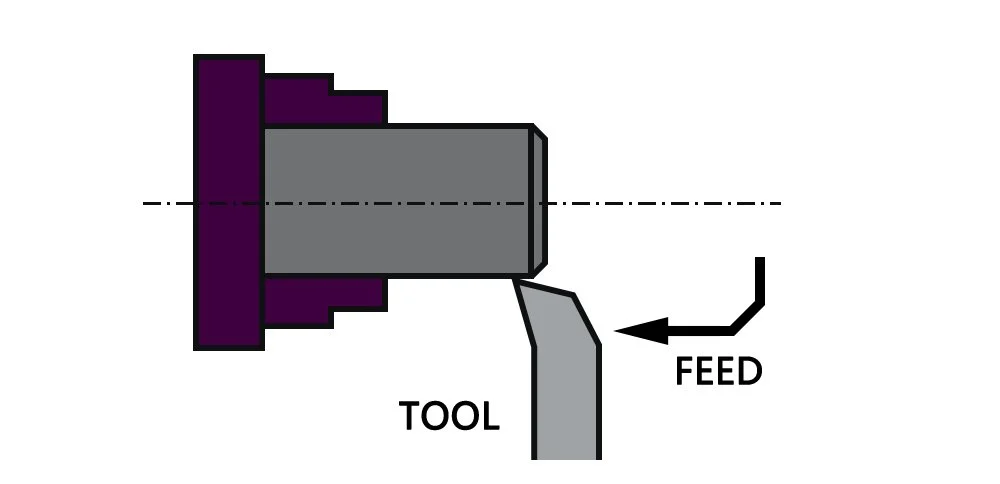
Tiện vát cạnh:
Vát cạnh là một kỹ thuật vát phần cuối của tác phẩm để loại bỏ các gờ, cải thiện hình thức bên ngoài và tạo đường đi cho bu lông đai ốc. Cắt ren, tạo khía và tiện thô đều được thực hiện theo quy trình này.
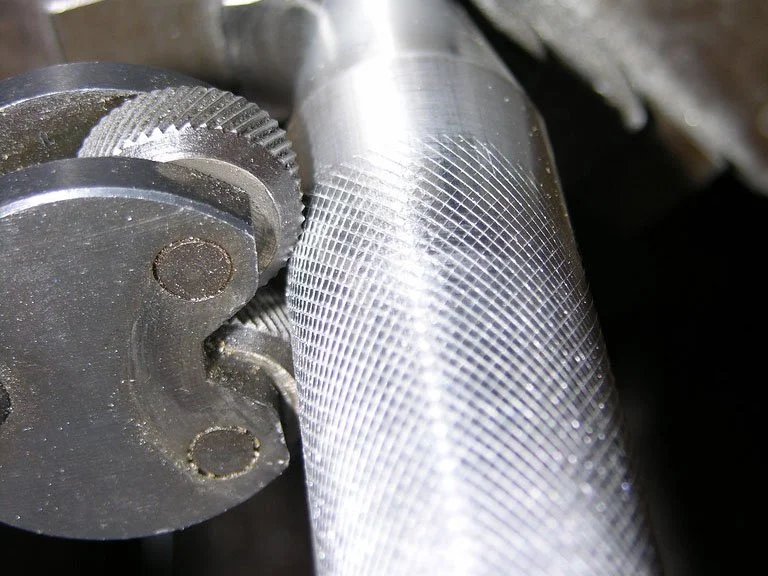
Tạo hình lăn:
Đó là kỹ thuật tạo ra bề mặt gồ ghề trên phôi để có thể kẹp chặt nó một cách hiệu quả. Công cụ tạo khía được gắn chặt vào trụ công cụ và buộc vào công việc kéo sợi, để lại một bản sao giống hệt của công cụ trên bề mặt công việc.
Thao tác cắt ren:
Đó là hoạt động được sử dụng để tạo ra một rãnh xoắn ốc trên bề mặt hình trụ hoặc hình nón
bằng cách đưa dụng cụ theo chiều dọc khi công việc xoay vòng giữa hai tâm.
Hoạt động khoan:
Khoan là một hoạt động mà chúng ta có thể tạo ra các lỗ trong công việc. Trong nguyên công này, phôi được quay với tốc độ quay trên trục máy tiện và dụng cụ khoan được lắp trên trục quay có báng sau. Và phần đuôi được chuyển tới công việc bằng cách cấp liệu bằng tay.
Hoạt động đo:
Chúng ta có thể mở rộng đường kính của một lỗ hiện có trên công trình bằng cách quay vào bên trong bằng cách sử dụng một công cụ nông nghiệp được gọi là công cụ khoan trong quy trình này. Đuôi xe cũng được trang bị một dụng cụ doa.
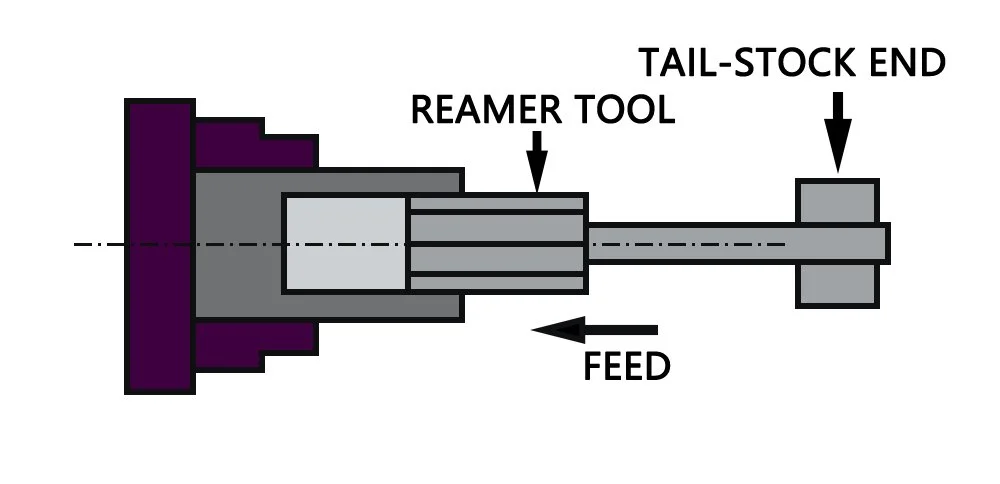
Hoạt động khoan:
Doa là quá trình sử dụng mũi doa để định cỡ hoặc hoàn thiện lỗ khoan theo kích thước cần thiết.
Dụng cụ này được gắn vào phần đuôi.
Hoạt động quay:
Công việc kim loại tấm được giữ giữa phần trước và tâm báng đuôi quay với tốc độ cao cùng với phần trước trong hoạt động này.
Tác phẩm được ép vào ngoại vi của khuôn bằng một dụng cụ tạo hình mũi tròn dài được gắn chặt vào một trụ dụng cụ cụ thể. Kết quả là tác phẩm đã có hình dạng chính xác của tác phẩm trước đó.
Đây là phương pháp gia công không chip.
Thao tác:
Sử dụng một công cụ gọi là taro, chúng tôi sử dụng quy trình này để tạo các ren bên trong trong một lỗ.
Trong hầu hết các trường hợp, ba vòi được sử dụng trong một luồng bên trong.
1. Nhấn côn
2. Nhấn lần thứ hai
3. Cắm vòi
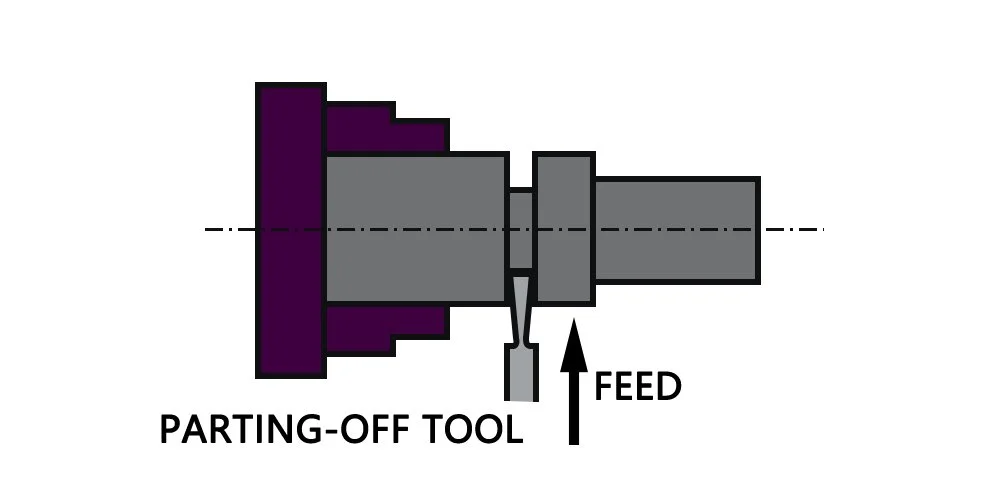
Thao tác cắt đứt:
Đây là quy trình cắt bỏ công việc dạng thanh sau khi quá trình gia công đã hoàn tất. Gia công dạng thanh được giữ trong mâm cặp và quay với tốc độ quay trong khi dụng cụ cắt đứt được đưa từ từ vào gia công cho đến khi nó chạm đến tâm của công việc.
Liên hệ
Trụ sở chính: Số 285, đường Phúc Lợi, Quận Long Biên,TP Hà Nội, VN
Chi Nhánh Đà Nẵng: Số 20 Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
Chi Nhánh HCM: Số 84 đường 10 KĐT Vạn Phúc, P. Hiệp Bình Phước, Q. Thủ Đức, TP. Hồ Chí Minh
Nhà máy sản xuất và TT Demo: Khu công nghiệp Đình Trám, Việt Yên, Bắc Giang
Phone: +84 845 860 860
Email: info@automech.vn
Bài viết liên quan
AWEA Machining - Gia Công CNC Cách Mạng Hóa Ngành Ô Tô
Cách Gia Công CNC Cách Mạng Hóa Ngành Ô Tô Sự ra đời của công nghệ gia công CNC đã cách mạng hóa quy trình sản xuất ô tô, thay đổi hoàn toàn cách thiết kế, phát triển và chế tạo phương tiện. Công nghệ quan trọng này kết hợp độ chính xác vượt trội […]
10-032025
Gia công Cnc trong ngành Năng lượng tái tạo - Năng lượng mới
Gia Công CNC Trong Ngành Năng Lượng Tái Tạo Tổng quan Nhu cầu sử dụng năng lượng xanh ngày càng gia tăng do những tác động tiêu cực của khí thải carbon đến môi trường. Các nguồn năng lượng tái tạo như gió, mặt trời và thủy điện ngày càng phổ biến trong ngành công […]
02-032025
GIA CÔNG CÁC LOẠI KHUÔN KHÁC NHAU VỚI MÁY PHAY CNC
Gia Công Các Loại Khuôn Bằng Máy Phay CNC Gia công khuôn là một lĩnh vực đòi hỏi kỹ thuật cao, bởi mỗi loại khuôn phục vụ những mục đích sử dụng khác nhau và yêu cầu những tiêu chuẩn riêng về độ bền, kích thước, hình dáng, và tính chất vật liệu. Máy phay […]





 Liên hệ
Liên hệ